一、手持式焊接机安装说明
1、水箱注水打开机柜前盖,往水箱注水口里注入纯净水,初次使用水位加至绿色线上以保证设备使用安全,激光器冷却系统需要满足如下要求∶
(1)冷却水采用蒸馏水或纯净水,建议使用蒸馏水。
(2)初次启动冷水机冷却系统时,应检查整个水路系统和接头是否存在漏水现象。必须按照激光器所标识的进水口、出水口安装和连接外部水管。
(4)当设备周围环境温度处于-10℃~0℃时,必须使用防冻液(具体型号请咨询售后部门),并且每1~2个月更换一次,并且保证冷水机24小时不间断运行,以防止冷却水结冰。
(5)激光器若长时间不使用,应将冷却系统内部及激光器内部冷却水排空,否则将造成激光设备?损坏;请使用压力小于0.3MPa的压缩气体进行排空,否则会对水冷系统造成不可恢复的损坏。

2、接电线、插气管、连接送丝装置
黄绿色线为地线,红色线和蓝色线部分,接一根零线一根火线,接入电箱即可,接入后,将主电源线连接到设备后盖的右下方,PE线接地线,N线接零线,L接火线。(具体请以实际激光器电源线如图1)
将设备后盖右下方气管接头的连接处与氩气瓶流量计的气管相连(气管接头φ10),确保不漏气。(听不到嘶嘶漏气声。(如图2)
将送丝装置的电源线插入到拖线板或配电箱、并将设备后盖左下方的预留线的接口与送丝装置连接好,装配好送丝机。(如图3)
将送丝头固定到手持焊接头上。(如图4)

3、开机顺序
①先打开机器空气开关,在机器后侧左上方。
②按下电源按钮,激光开。

注意∶左侧红色按钮为急停按钮(当发生紧急情况的时候,可以通过快速按下此按钮来达到保护的措施)。
4、调节参数
点击主界面下方菜单"工艺界面",根据焊接产品要求点击设置项目后的参数框然后在界面的设置表中输入数字点击OK确认。全部设置完成后点击保存然后导入,返回。
(各项参数的调节需要根据材料,焊接熔深,速度及工艺要求进行调整)
备注∶焊接模式分为连续和点焊模式,连续模式下启动设备,按下开始按钮激光会连续出光直到松开按钮;打点模式下需要设置出光时间,时间是以毫秒计算的(1秒=1000毫秒),按下按钮出光时间为脉冲时间,然后停止出光。出光前吹气时间和关光后吹气时间根据工艺要求设置,建议开启不小于50毫秒,提前和延迟吹气有利于保护焊接头保护镜片和焊接焊缝。
按下界面中的启动项,拿起手持焊接头,将出现红光指示标记。可根据红光指示的位置来观察焊接位置。按住手持焊接头开关键,出光即完成安装。
注意:红色夹子连接地线,防止误出光,因此必须夹在金属工件上。
5、关机顺序
①工作停止后,需先按下操控面板的激光关。
②依次关闭电源按钮、急停按钮、空气开关、气罐阀门。
③将手持焊接头放置于设备顶部的支架处。

6、激光焦点位置与工艺控制说明
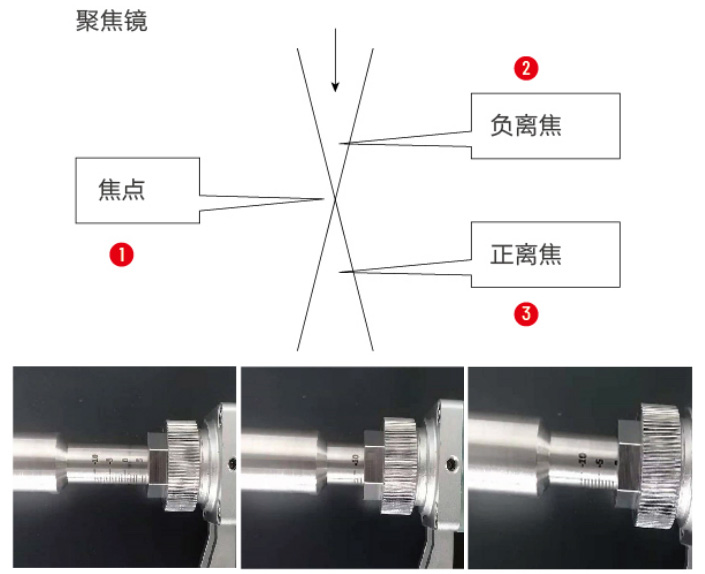
焦点位置∶光斑直径最小点、能量最大最强点点焊时可以使用,或者小能量且要求点最小的时候。
负离焦位置∶光斑直径略大,越远离焦点光斑越大适合深熔焊的连续焊接及深熔点焊。
正离焦位置∶光斑直径略大,越远离焦点光斑越大适合表面封焊的连续焊接或者熔深要求不高的场合。
连续穿透焊的一般工艺控制∶单点时如果背面可以看到轻微变色的痕迹,那么在连续焊接的时候可以做到比较好的穿透焊接;如果背面看到明显的痕迹,甚至可以感觉到已经穿透,那么,在连续焊接的时候会飞溅,甚至出现一条深坑。具体要根据实际样品调整焦距和能量大小以及波形。
越薄的材料,所需要的光斑越小,否则就会出现焊穿的情况。
注∶正焦距为激光火苗最大,声音最清脆的位置。
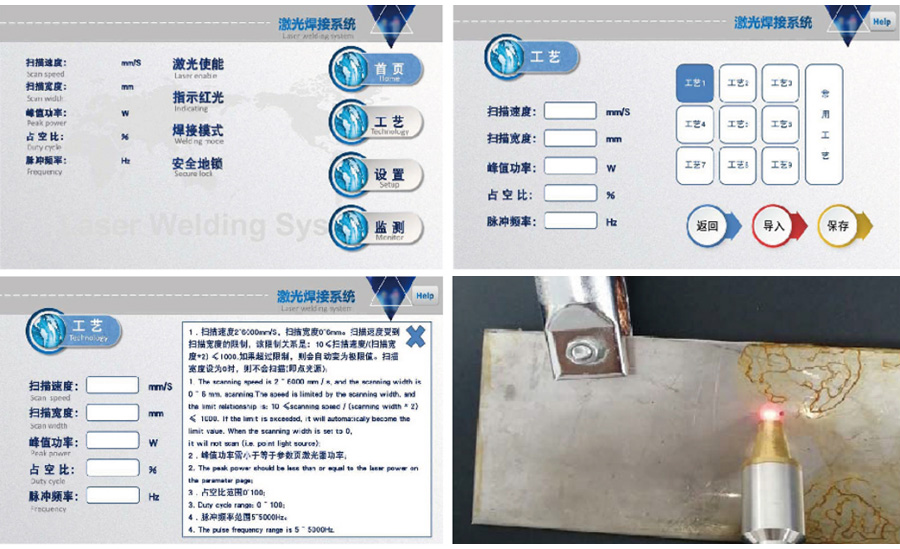
二、手持式焊接机控制器
1、控制器主界面描述
首页∶左侧显示了焊接时的工艺,如需更改点击工艺界面
工艺∶修改工艺参数,保存,导入和返回
设置∶密码123456,后台设置
监控∶信号检测相关
工艺参数解释∶
扫描速度∶默认350,电机的摆动速度
扫描宽度∶焊接光斑宽度,最大5.5
峰值功率∶工艺要求的功率
占空比∶100%
脉冲频率∶1000
首页∶左侧显示了焊接时的工艺,如需更改点击工艺界面
工艺∶修改工艺参数,保存,导入和返回
设置∶密码123456,后台设置
监控∶信号检测相关
2、后台设置页面功能
按照连接正常后需要对设置界面进行设置
首页选择设置后进入登陆界面输入∶123456后可以看到如下选项

三、耗材更换

提示∶ 如果激光束突然变弱,可能由于保护镜片破裂,需要检查并更换新的保护镜片。


